
Herman Stone Company
Item set
Title
Description
items related to the Herman Stone Company
The Mount Airy branch of the Herman Stone Company was established in the early 1950s but the story began years earlier in Dayton Ohio. The parent company was established in 1942 due to a convergence of unlikely situations.
In 1942, at the height of World War II, the availability of cast iron in manufacturing was extremely scarce, due to the government’s directing all iron to the manufacturing of weapons and wartime transportation. At the time, all precision engineering workshops around the world used cast iron surface plates as flat bases for their manufacturing, to insure accuracy and repeatability in the production of their products. Cast Iron was no longer available for the production of the surface plate, creating a serious problem in many manufacturing operations.
At the same time, Donald V. Porter was working as a draftsman in the Wallace Herman Monument Shop in Dayton. Mr. Herman had a tool and die shop behind his house to produce dies for metal-working industry. A significant customer was Wright Patterson Air Force Base. Wallace needed a surface plate in his shop and was unable to acquire one due to the wartime scarcity. Donald Porter had a natural engineering mind and a deep knowledge of the properties of stone. With Wallace Herman’s financial investment and Don Porter’s combined expertise, they explored the use of granite instead of cast iron in producing these ultra-flat surfaces. It turned out that the hard granite had properties that made it superior to cast iron for these bases. They soon established that granite made a great alternative to metal due to its strength and vibration damping and its ability to retain flatness. The natural material was stress free because it had already weathered in the ground for eons. It was also non-magnetic and resistant to corrosion, two problematic features of cast iron. Even though damage and wear inevitable takes place with stone, Porter was able to perfect the re-calibration, or the restoring flatness to the plates, on site in manufacturing facilities, using the established Whitworth method to flatten stone. These advances created great demand for Herman Stone granite surface plates.
After the death of Wallace Herman, Don Porter was able to become sole owner of Herman Stone Company, which by now had moved beyond monument production and produced only surface plates. He continued to improve the manufacturing process, analyzed different granites for stiffness, and grew the customer base of the company. In a bid to increase manufacturing capacity and to reach a broader customer base, Porter began a relationship with North Carolina Granite in Mount Airy. This relationship was beneficial to both companies. Porter initially leased a lean-to building next to NCGC cutting shed around 1950 and moved Virgil Harold Jewett from Dayton to Mount Airy to cut out blanks to be shipped to Dayton for the final precision processes. As orders increased, Porter was able to lease a plot on the North Carolina Granite Corp. grounds where he built an office and manufacturing facility especially designed to produce surface plates. The largest plates were still produced in the lean-to shed next to the North Carolina Granite cutting shed and rail road tracks. In a quest for flatter plates that held their calibration even longer, Porter worked with Mount Airy granite to secure Balfour and Crystal Pink stone from Salisbury quarries. These proved to be so superior…. harder, less porous, greater strength and stiffness and superior vibration damping…that Porter bought the quarries in Salisbury to secure their source material. He then moved half his employee base to Mount Airy and began production in the new facility around 1952. Those moving to Mount Airy from Dayton Ohio were Peter Barber, Don’s father-in-law, as plant manager, Franklin Patrick, Jim Porter, and George Barber. Don Porter made regular trips back and forth to insure quality production, often bringing his boys and staying at the old Blue Ridge Hotel on Main Street in Mount Airy.
The reputation of their surface plates and the company became well established. The company had an impressive customer list including Cincinnati Milicron, Carrion Trucker, General Motors, Ford Motor Company, Electromotive and tool and die shops all over US. Their largest plate was for Titusville Crank Shaft who made crank shafts for large ocean liners. It was a single piece of granite 45 feet long, 4 feet wide and 3 feet thick and weighed in at 68 tons .002” flatness over the entire surface. In 1970, the Herman Stone Company caught the eye of the L. S. Starrett Company, the world’s largest precision tool manufacturer at that time. Starrett had an international footprint, had a sweeping distribution and sales presence, and manufactured a wide range of tools but had no surface plate manufacturing capability. In 1970, the L. S. Starrett Company purchased the Herman Stone Company and consolidated the remaining Dayton site with the Mount Airy site. With this transition of employees, Donald Porter, Chuck Porter, Doug Porter and Drew Alexander moved from Dayton to Mount Airy and Herman Stone Company ceased to exist under that name, although the same people continued to make the same product using the same expertise.
The Mount Airy branch of the Herman Stone Company was established in the early 1950s but the story began years earlier in Dayton Ohio. The parent company was established in 1942 due to a convergence of unlikely situations.
In 1942, at the height of World War II, the availability of cast iron in manufacturing was extremely scarce, due to the government’s directing all iron to the manufacturing of weapons and wartime transportation. At the time, all precision engineering workshops around the world used cast iron surface plates as flat bases for their manufacturing, to insure accuracy and repeatability in the production of their products. Cast Iron was no longer available for the production of the surface plate, creating a serious problem in many manufacturing operations.
At the same time, Donald V. Porter was working as a draftsman in the Wallace Herman Monument Shop in Dayton. Mr. Herman had a tool and die shop behind his house to produce dies for metal-working industry. A significant customer was Wright Patterson Air Force Base. Wallace needed a surface plate in his shop and was unable to acquire one due to the wartime scarcity. Donald Porter had a natural engineering mind and a deep knowledge of the properties of stone. With Wallace Herman’s financial investment and Don Porter’s combined expertise, they explored the use of granite instead of cast iron in producing these ultra-flat surfaces. It turned out that the hard granite had properties that made it superior to cast iron for these bases. They soon established that granite made a great alternative to metal due to its strength and vibration damping and its ability to retain flatness. The natural material was stress free because it had already weathered in the ground for eons. It was also non-magnetic and resistant to corrosion, two problematic features of cast iron. Even though damage and wear inevitable takes place with stone, Porter was able to perfect the re-calibration, or the restoring flatness to the plates, on site in manufacturing facilities, using the established Whitworth method to flatten stone. These advances created great demand for Herman Stone granite surface plates.
After the death of Wallace Herman, Don Porter was able to become sole owner of Herman Stone Company, which by now had moved beyond monument production and produced only surface plates. He continued to improve the manufacturing process, analyzed different granites for stiffness, and grew the customer base of the company. In a bid to increase manufacturing capacity and to reach a broader customer base, Porter began a relationship with North Carolina Granite in Mount Airy. This relationship was beneficial to both companies. Porter initially leased a lean-to building next to NCGC cutting shed around 1950 and moved Virgil Harold Jewett from Dayton to Mount Airy to cut out blanks to be shipped to Dayton for the final precision processes. As orders increased, Porter was able to lease a plot on the North Carolina Granite Corp. grounds where he built an office and manufacturing facility especially designed to produce surface plates. The largest plates were still produced in the lean-to shed next to the North Carolina Granite cutting shed and rail road tracks. In a quest for flatter plates that held their calibration even longer, Porter worked with Mount Airy granite to secure Balfour and Crystal Pink stone from Salisbury quarries. These proved to be so superior…. harder, less porous, greater strength and stiffness and superior vibration damping…that Porter bought the quarries in Salisbury to secure their source material. He then moved half his employee base to Mount Airy and began production in the new facility around 1952. Those moving to Mount Airy from Dayton Ohio were Peter Barber, Don’s father-in-law, as plant manager, Franklin Patrick, Jim Porter, and George Barber. Don Porter made regular trips back and forth to insure quality production, often bringing his boys and staying at the old Blue Ridge Hotel on Main Street in Mount Airy.
The reputation of their surface plates and the company became well established. The company had an impressive customer list including Cincinnati Milicron, Carrion Trucker, General Motors, Ford Motor Company, Electromotive and tool and die shops all over US. Their largest plate was for Titusville Crank Shaft who made crank shafts for large ocean liners. It was a single piece of granite 45 feet long, 4 feet wide and 3 feet thick and weighed in at 68 tons .002” flatness over the entire surface. In 1970, the Herman Stone Company caught the eye of the L. S. Starrett Company, the world’s largest precision tool manufacturer at that time. Starrett had an international footprint, had a sweeping distribution and sales presence, and manufactured a wide range of tools but had no surface plate manufacturing capability. In 1970, the L. S. Starrett Company purchased the Herman Stone Company and consolidated the remaining Dayton site with the Mount Airy site. With this transition of employees, Donald Porter, Chuck Porter, Doug Porter and Drew Alexander moved from Dayton to Mount Airy and Herman Stone Company ceased to exist under that name, although the same people continued to make the same product using the same expertise.
Coverage
Mount Airy (N.C.)
Identifier
Mta_HSC
Items
-
Herman Stone workforce at time of L.S. Starrett acquisition photograph
Herman Stone workforce at time of L.S. Starrett acquisition photograph. L-R Front Row:Don Porter, John Grant from corporate office, Doug Porter, Franklin Patrick, Earl ?, Ralph Beck L-R combined rows 2&3: Jack Jones, Ricky Chilton, Chuck Porter, Jimmy Coalson, Gene Pell, Harold Jewett, Eddie Wood, Terry Porter, Roscoe Beck, Bruce D'Amico (some unnamed)
-
L.S. Starrett Company publication soon after acquisition of Herman Stone Company
L.S. Starrett Company publication soon after acquisition of Herman Stone Company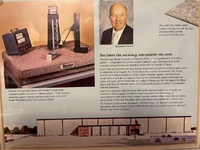
-
Herman Stone Company History
Herman Stone Company history
-
Herman Stone Company photograph inside environmental protected Research & Development room
Herman Stone Company photograph inside environmental protected Research & Development room
-
Herman Stone Company photograph with Doug Porter working inside environmental protected Research & Development room
Herman Stone Company photograph with Doug Porter working inside environmental protected Research & Development room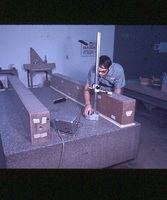
-
Herman Stone Company photograph with Doug Porter working inside environmental protected Research & Development room
Herman Stone Company photograph with Doug Porter working inside environmental protected Research & Development room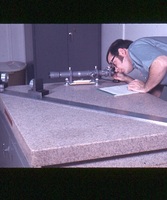
-
Herman Stone Company photograph with Doug Porter working inside environmental protected Research & Development room
Herman Stone Company photograph with Doug Porter working inside environmental protected Research & Development room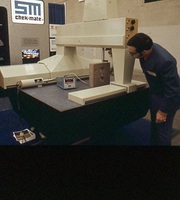
-
Herman Stone Company brochure "Oversized Granite Surface Plates"
Herman Stone Company brochure "Oversized Granite Surface Plates"
-
Herman Stone stand design/Granite Surface Plate Division of the L.S.Starrett Company
Herman Stone stand design/Granite Surface Plate Division of the L.S.Starrett Company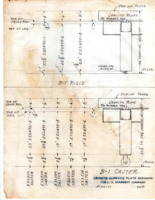
-
The Tool Engineer's Bulletin featuring Herman Stone Company president Don Porter and "How the World's Largest Granite Surface Plate was Produced"
Herman Stone Company article about "How the World's Largest Granite Surface Plate was Produced." A technical session with speaker Donald V. Porter, president of the Herman Stone Company in Dayton Ohio.
-
Herman Stone Company booklet
Herman Stone Company booklet
-
Herman Stone Company photograph
Herman Stone Company photograph of employees with Don Porter (smiling) in the center and Drew Alexander to his left